���������Ͳ�Ʒ�Ӵ���IJ��������鷽��������ѧϰ�ɣ�


�������ڣ�2022-06-01
������ʾ�����������Ͳ�Ʒ�Ӵ���IJ��������鷽����1Ŀ�ļ���������������Ա�ֲ�����ʳƷ��ֱ�ӽӴ���Ļ�е�豸������ָ�꣬��������
���������Ͳ�Ʒ�Ӵ���IJ��������鷽��������������������Ա�ֲ�����ʳƷ��ֱ�ӽӴ���Ļ�е�豸������ָ�꣬�����������в�ԭ����ļ�أ��ﵽ�涨�����Կ���ʳƷ��Ʒ��������
�л��������ұ���һ����ʹ��������Ʒ��������GB 15979��2002����HACCPԭ����ʵʩ�������뾳������߾ֶ�000���꡶����ʳƷ���������ѵ�̲ġ��С�����ʳƷ����������ϸ�����鷽�������ձ������䶳ʳƷ���鷽����
3.1 ����̨����е���ߣ������빤���ֱ����������Է������ٳ���ת����ͬ����Ҫ��IJ�Ʒʱ���ڼӹ�ǰ���в��ü��飬�Ա��˽��������ɨ�����������ȫ��ͳһ�ų��ٺ�������ǰ������ȫ����ü��顣�۲�Ʒ���������ڿر�ʱ��Ӧ��ʱ�Գ�����ɴ����в��ã����м��鲻�ϸ�㣬���ĺ��ٽ��в��ü��顣��ʵ���²�Ʒ�����ͻ��涨����Ƶ�ʲ��ü��顣�ݶԹ�������������������ʱ�����в��ü��顣����������״̬�IJ��ã�ÿ��һ�Ρ��ٹ���̨����е���ߣ����ý������������ˮ����ǩ�ڱ���������棨ȡ��ʳƷֱ�ӽӴ�����һ��Ӱ��ı��棩ȡ25c�O�������������ͿĨ10�Σ�Ȼ���ȥ�ֽӴ������ް�������ǩ���뺬10mL���������ˮ�IJ��������ͼ졣�ڹ����֣���������ָ��£���ý�ʪ������ˮ����ǩ������ָ���棬��ָ�ָ������Ϳ��10�Σ�Ȼ���ȥ�ֽӴ������ް�������ǩ���뺬10mL���������ˮ�IJ��������ͼ졣
d.����ǩ����װ����ˮ���Թ���
����ʱ��ǩҪ��ʱת������֤���õ�ȷ�ԡ���ÿ�����õ�Ӧ��ϸ��¼���ڷֳ��ľ���λ�á�����ʱ�估�����û��ڵ�����ʱ�䡣3.1.2 ��������·��Ⱥ�ļ������:��Һϡ�ͣ��������ް����Թܳ����ҡ����ҺΪ1��10ϡ��Һ������Ⱦ���أ���ʮ������ϡ�ͣ���ȡ1mL 1��10��Һ��9mL��������ˮ�У����ȣ���ҺΪ1��100ϡ��Һ��3.1.2.1 ��������������GB 4789.2�Ĺ涨���У���1������������ѡ��1��2��ϡ�Ͷȸ�ȡ1ml��Һ�ֱ�ע�뵽��ƽ���ڣ�ÿ��ϡ�Ͷ�������ƽ��ƽ�������������ڻ�����45�����ҵ�ƽ�������֬����������ƽ��ÿ��Լ15~20mL����ֻ�ϡ���2������֬���̺�ƽ��ת����36��±1�� ����48 h���������3��������棺����ÿ25c�OʳƷ�Ӵ����л�ÿֻ�ֵľ�������3.1.2.2 ��Ⱥ������GB 4789.3�Ĺ涨���У�a)����������ѡ��1��2��ϡ�Ͷȸ�ȡ1mL��Һ�ֱ�ע�뵽��ƽ���ڣ�ÿ��ϡ�Ͷ�������ƽ��ƽ����������VRBA����������ƽ��ÿ��Լ15~20mL����ֻ�ϡ�����֬���̺�,�ٸ���һ����������Լ3-5 mL��b)����֬���̺�ƽ��ת����36��±1������24h�������c)֤ʵʵ�飺��VRBAƽ������ȡ���ͺͿ��ɾ������BGLB����֤ʵʵ�顣d)������㣺�����֤ʵΪ��Ⱥ���Ե��Թܱ�������ƽ���ϳ��ֵĵ��ͺͿ��ɾ����������ϡ�ͱ����ó���e��������棺����ÿ25c�OʳƷ�Ӵ����л�ÿֻ�ֵľ�������a)����������ѡ��3��ϡ�Ͷȸ�ȡ1mL��Һ�ֱ���ֵ�LST�����������У�ÿ��ϡ�ͶȽ������ܡ�b)��LST��������36��±1������48±2h����¼����LST�����ܵIJ���������c)ѡ��������ǵķ��ܽ���BGLB���и�����ʵ�顣d��������棺��BGLB�����ܲ�����������MPN������ÿ25c�OʳƷ�Ӵ����л�ÿֻ�ֵĴ�Ⱥֵ��3.1.2.3 ���ɫ���������⣨��GB4789.10�Ĺ涨���У�a)ȡ1mLϡ��Һע�������ƽ���ڣ���ע15-20mL��B-P����������������ȡ0.1ϡ��Һ����L��Ϳ���ڱ�������B-P��֬ƽ�壩���Ž�36±1��ĺ�����������48±2Сʱ��b)��ÿ��ƽ����������ȡ1�����ɽ��ɫ��������ľ�����Ѫ������øʵ�顣c)������棺B-P��֬ƽ��Ŀ��ɾ�����Ѫ������øʵ��Ϊ���ԣ��������֣������ߣ����н��ɫ����������ڡ�a)����������ѡ��3��ϡ�Ͷȸ�ȡ1mL��Һ�ֱ���ֵ���10���Ȼ����ȵ����˴������������У�ÿ��ϡ�ͶȽ������ܡ�b)����������36±1��ĺ�����������48Сʱ�����߽����ڱ�������B-P��֬ƽ�壬��36��±1�� ����45��48Сʱ��c)��B-P��֬ƽ���ϣ���ȡ���ͻ���ɽ��ɫ��������������������������36��±1������20��24Сʱ��d)ȡ������������Ѫ������ø���飬��¼��������e)����������������ø����������MPN������ÿ25c�OʳƷ�Ӵ����л�ÿֻ�ֵĽ��ɫ�������ֵ��
һ����������Ʒ������ҵʹ��Ӫ����֬���������ͿĨ��ľ���������ʹ�����ǵ�����������������Ĵ�Ⱥ����Լ��Ŀ�IJ�ͬʳƷ��ҵ����ѡ��ͬ�����������������������������������������Ⱦ�ij̶ȣ�����ѡ��ƽ�������֬����������������Ⱥ����ѡ�����ǵ�����������

��ͿĨǰ������������
ѡ��ʳƷ�Ӵ��棬ʳƷ�Ӵ�����ָ��������������������ʳƷֱ�ӽӴ����豸���������ߡ��ˡ�ˮ�����������ĵȣ���ֱ�ӽӴ����Ű��֡���Դ���صȡ�

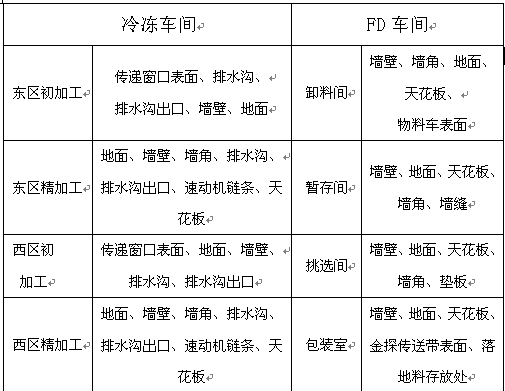
3.2 ���������в�ԭ��ļ��ƻ��뷽�������ƻ���Ϊ�˱�֤ʳƷ��ȫ������Ӧ�ö����������еIJ�ԭ������м��������������Ŀ������˹�ؾ���ɳ���Ͼ��Ȳ�ԭ�����������Ӧ�ð���һ���ļƻ����������������еIJ�ԭ����м�⣬���а������桢��ˮ������ˮ����ǽ�ڡ��컨�塢�豸��ܡ������֧�ܣ����װ�á��ٶ��������ʹ����豸����˿��ά���ߵȲ�λ����ij�������Ա����ʱ��Ӧ�öԻ����е����Ƶ�Ӵ���Ƶ�ʣ��ڰ����е�Ԥ���������Ӧ�öԻ����еIJ�ԭ����Ĵ���״������ȫ������������һ�λ������ѭ�������м�ǿ������׳��ֲ�ԭ��Ļ����㣬�ﵽ�����Ľ���Ŀ�ġ����Ƶ��: ÿ������,ÿ��ÿ����������ѡȡ5������,�ֱ���м�⡣3.2.1 ������˹�ؾ��ļ�ⷽ����3MTM PetrifilmTM ������˹�ؾ��IJ���Ƭ��3.2.1.1 ��ͿĨ��������������������豸�ռ�����������3.2.1.2 ���ռ�����������10��������Ļ��嵰����ˮ���������뻺�嵰���˻��1���ӣ�����Ʒ�������£�20-30�棩1Сʱ����ò�����1.5Сʱ���������˵���˹�ؾ���3.2.1.3 ������Ƭ����ƽ̹���������ϲ�Ĥ��3.2.1.4 ����Һ����ֱ�μ�3������Ʒ���²�Ĥ���룬���ϲ�Ĥ�������£�����������ݡ�3.2.1.5 ���Ὣ����ѹ�����λ�ڽ������ϲ�Ĥ�ϣ���Ҫѹ��Ťת������ѹ�塣����ѹ�������ʮ���ӣ���ʹ�������̡�3.2.1.6 ������Ƭ���泯�ϣ��ɵ�����ʮƬ����37��±1������26-30Сʱ�������ñ��������������������ѧ�Ŵ����ж�����Ҫ����Բ�������ϵľ��䣬��Ϊ���Dz���ѡ������������Ӱ�졣3.2.1.7 ���ڶ��Լ�⣬�����Ϻ�ɫ�����Ƿ���ڣ������Ϊ�������δ�����3.2.2.1 �����ص�: ѡȡ������ʱ����ѡȡ�������������ĵط���
3.2.2.2.1 ����Ӧ��������ʼ����У����ѽ������������ѡ���ı��������תͿĨԼ100c�O�������Ȼ�����÷Ż�ͿĨ�Թܲ��ǽ���
3.3.2.2.2 ����Ʒ����ʵ���ң�ÿ5�����ϳ�һ����Ʒ,�ǼDZ��,����GB 4789.4-2016����ʱ��⣬�������Խ�����֣�Ӧ������ϵ�ÿ����ֱ��⡣
�༭��songjiajie2010
 �ֻ���
�ֻ���







